Latente Schäden
The wound that doesn't show up until someone else finds it. How a single failing ioniser at a Norwegian PCB manufacturer caused latent ESD damage that only surfaced — as field failures — fourteen weeks later. And how a complete evidence chain was already waiting.
The board passed every test.
Incoming inspection: approved. Functional test after assembly: passed. Final QC: green. Forty navigation computer boards shipped to a customer in Ålesund, Norway. Fourteen weeks later, the first returns arrived — intermittent logic failures under thermal load. Three boards. Same production batch. Same failure mode.
At room temperature, the boards tested clean every time. Forty-five degrees Celsius, sixty minutes of thermal soak: fail. The pattern — passes cold, fails hot, no visible damage — is the signature of ESD latent damage.
Junction integrity is compromised at the microscopic level. The device continues to function — passes every test, ships, installs — and then fails weeks or months later under thermal cycling, voltage stress, or simply time.
According to the ESD Association, latent defects are virtually impossible to detect using current technology, especially after the device is assembled into a finished product. Industry experts estimate that ESD-related losses account for 8 to 33% of all electronics product failures. Most latent failures are never traced back to their origin. They get logged as "no fault found." They get absorbed into warranty budgets. They quietly erode customer trust in ways that never appear in a failure report.

Three groups of companies.
Working with electronics manufacturers across DACH and Scandinavia, you encounter roughly three kinds of companies when it comes to ESD.
Wrist straps and a mat. Passes the ISO 9001 audit. Nobody checks whether the straps are actually connected.
Genuine investment — trained staff, proper EPA zones, ionisers on every bench. Cannot tell you what it costs them in prevented failures. The benefit is real but invisible.
Usually after a serious escapade. Sits quietly on numbers they don't share publicly. They know exactly what it cost them.
The common thread across all three groups: the data that would prove the value of ESD discipline is almost never systematically collected.
What happened at NordPCB.
On 17 March 2026, Ingrid Bakke's quality team at NordPCB AS logged a maintenance note: ioniser ESD-ION-001 at station SMT-02 had failed its monthly CPM check. Offset voltage: +82V. Decay time: 4.1 seconds. Both out of tolerance against IEC 61340-5-1 limits of ±35V and <2 seconds.
Decay time: 4.1s (limit <2s — 2× limit exceeded)
Station: EPA-A / SMT-02 · Kitting & Component Prep
The note was filed. A replacement unit was ordered. Production continued.
What nobody connected — at that moment — was that 80 IRF7343 MOSFETs from lot LOT-NP-2026-0031 had been kitted at station SMT-02 during the previous shift. The operator's wrist strap had passed its morning check. His grounding was fine. But wrist strap grounding protects against the Human Body Model. The Charged Device Model — the charge that accumulates on the component itself as it slides out of a tape feeder — requires ionised air to neutralise. And the ioniser had been running out of tolerance for at least two days.
The 80 components passed every subsequent test. They were placed on 40 PCB-BMS-NAV-01 Rev E navigation computer boards the following morning. The boards passed functional test. They passed final QC. They shipped to MarSim AS in Ålesund on 25 March 2026.
Forty-five degrees. Sixty minutes.
The boards arrived at MarSim's integration lab on 27 March 2026. Bjørnar Hagen ran the standard incoming functional test on all 40 boards. All 40 passed. The boards entered production inventory.
MarSim's BM360-PNL bridge simulators run hot — processor and power electronics in an enclosed rack, ambient temperatures regularly reaching 45–50°C during full-mission scenarios. On 20 June, three boards from the same delivery began showing intermittent logic errors in the power switching section. The errors were random, temperature-dependent, and reproducible only after sustained thermal soak. At room temperature, the boards tested clean every time.
Bjørnar noted that all three failures were from the same lot. That single observation — same lot, same failure mode, same thermal trigger — was what connected the field return to NordPCB's production records. The field report FR-MRS-2026-047 was raised on 27 June 2026. ESD latent damage suspected. The MOSFET junction had been partially degraded — not enough to fail a room-temperature functional test, but enough to cause parametric drift under thermal stress that a healthy junction would never show.
The evidence was already there.
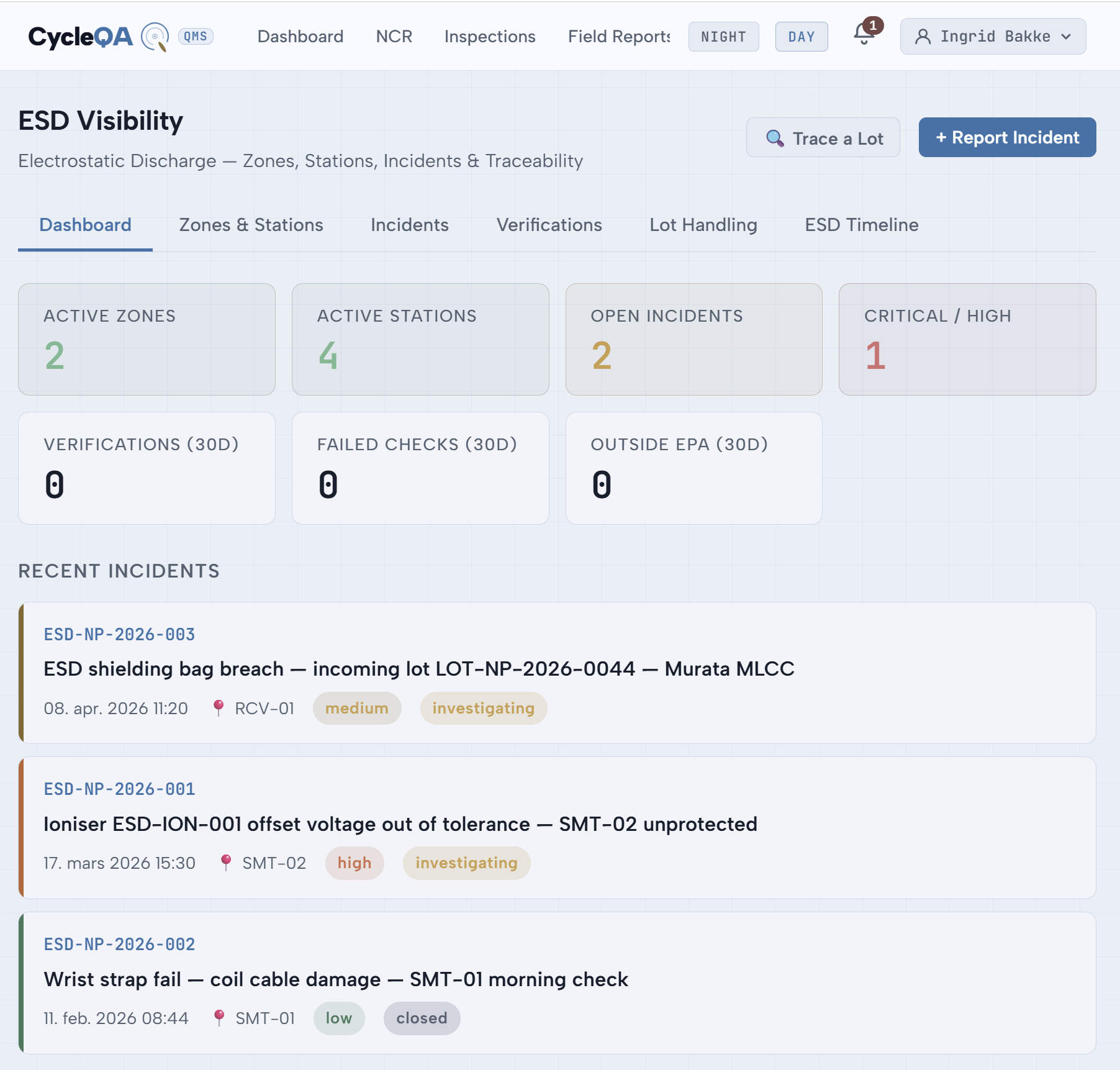
When the field returns arrived, Ingrid opened CycleQA's ESD Visibility module. The ioniser incident was already logged — filed on 17 March, linked to station SMT-02, with the affected lot number and quantity noted in the immediate action record.
She opened the ESD Timeline and searched for the field report number. The system reconstructed the chain automatically from the traceability links logged at the time.
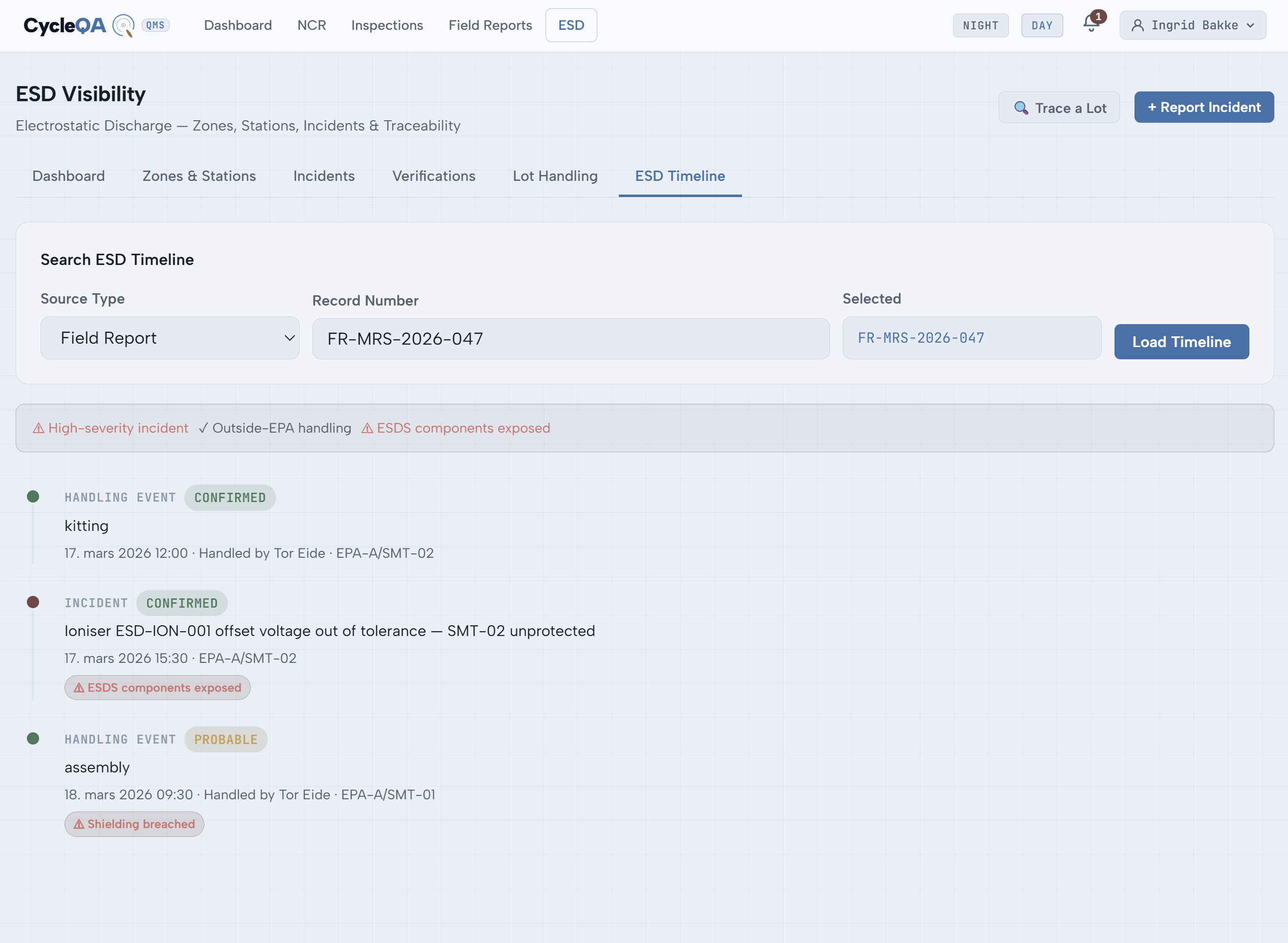
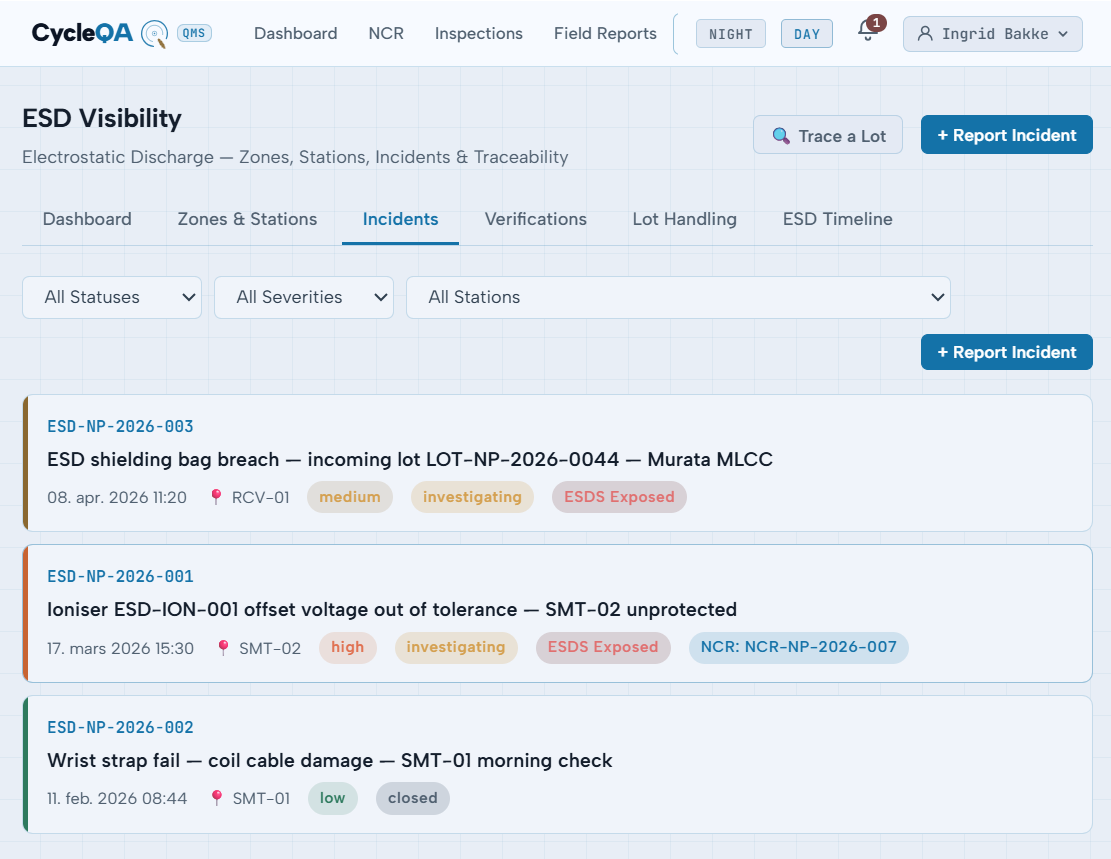
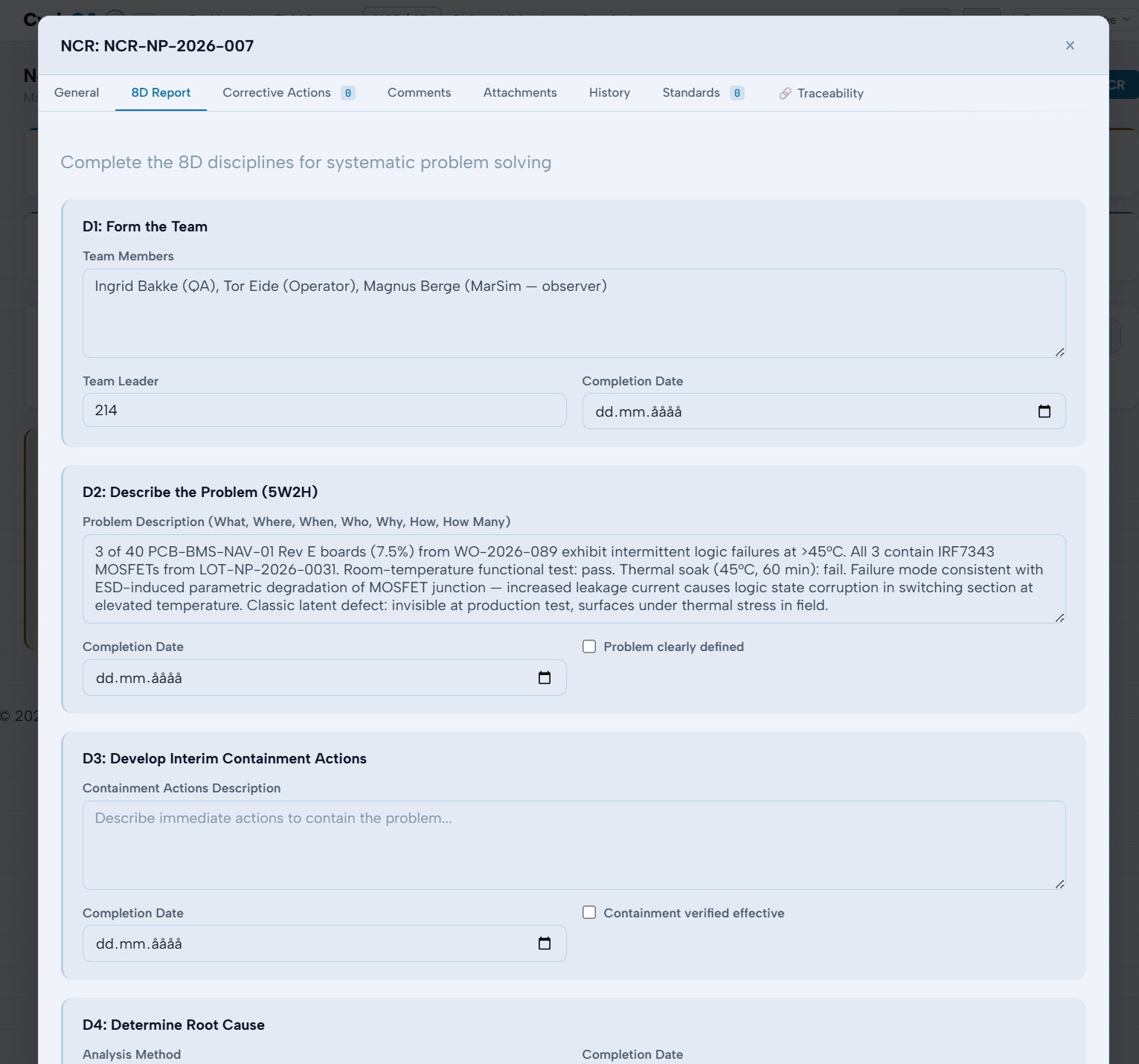
NCR-NP-2026-007 was raised the same afternoon. The D2 problem description was written immediately — same lot, same failure mode, same thermal trigger. The investigation had a running start because the evidence chain was already documented.
The latent defect was invisible at the moment it happened. When the failure surfaced fourteen weeks later, the evidence was already in the system — waiting.
Two more stories from the same production floor.
The ioniser failure was not the only ESD event at NordPCB that quarter. Two others show what a functioning ESD data system looks like when it works correctly.

On 8 April 2026, Ingrid received a Murata MLCC lot at RCV-01 with a 3 cm tear along the top heat seal of the ESD shielding bag. The breach was discovered on initial visual inspection — before the bag was opened. The lot was quarantined immediately. NordicComp AS (component distributor) supplier quality was notified. An ESD incident was raised and linked to the incoming inspection record.
Nothing shipped. No damage confirmed. The system logged it, linked it, and gave engineering the information they needed to make a disposition decision.
On 11 February, Tor Eide's wrist strap failed its morning check at station SMT-01. Resistance reading: 42 MΩ — above the 35 MΩ limit. Visible cable damage at the wrist cuff connector. He was immediately moved to the rework bench. A replacement strap was verified and issued. He was back on station by 12:15. Zero ESDS components were exposed during the fail period. The incident was closed the same day.
Replacement strap verified: 12:10 · Back on station: 12:15
ESDS exposure: None confirmed · Status: Closed
The difference between these three incidents is not discipline, training, or investment. It is the presence or absence of a data chain at the moment you need it. The wrist strap fail and the packaging breach were caught because the system was looking. The ioniser failure caused a latent defect because the connection between the equipment event and the production event was never made — until the field returns arrived fourteen weeks later.
Making the invisible visible.
CycleQA's ESD Visibility module is built around the chain of documented evidence that ESD discipline requires — not just wrist strap logs, but the full sequence from component receipt to field return, with equipment compliance woven into the evidence at every step.
The module tracks EPA zones and stations, links calibration instruments to each station's verification schedule, logs per-shift operator grounding checks, records lot handling events from receipt through assembly, captures ESD incidents with severity and exposure assessment, and provides a traceability timeline that reconstructs the chain from any quality record backward to the production events that preceded it.
The goal is not to eliminate every ESD event. That is neither practical nor economical. The goal is to build a system where, when a latent failure surfaces in the field, you have the data to understand what happened, where it happened, and how to prevent the next one.
Good tools make doing it right faster than doing it wrong.
Fictive scenario. All companies, persons, product names, lot numbers, record numbers, and events described in this story are entirely fictitious and used for illustrative purposes only. NordPCB AS, MarSim AS, NordicComp AS, Ingrid Bakke, Bjørnar Hagen, Tor Eide, and all associated names are invented. Any resemblance to real companies, persons, or events is coincidental.
© 2026 CycleQA AS · All rights reserved · cycleqa.com ·